1. Nhu cầu hệ thống:
– Trước khi sản phẩm được tung ra thị trường thì các sản phẩm đều được đóng gói cẩn thận và kỹ càng đối với tất cả các loại sản phẩm thuộc các ngành khác nhau.
– Theo đó dây chuyền đóng gói xứng đáng trở thành máy công cụ quan trọng để sản xuất ra sản phẩm đến tay người tiêu dùng. Thêm vào đó, tốc độ, độ chính xác và độ ổn định của dây chuyền sẽ ảnh hưởng trực tiếp đến hiệu quả sản xuất.
– Do đó tối ưu hóa quá trình sản xuất, tự động hóa dây chuyền sản xuất là mục tiêu mà tất cả các doanh nghiệp, nhà máy đều hướng tới.
2. Ứng dụng máy đóng đói thực phẩm:
2.1. Thực trạng hệ thống máy bao gói tự động
– Truyền động giữa dao cắt hàn hiện tại được sử dụng bằng hệ thống CAM cơ khí, nên yêu cầu chế tạo cơ khí phải chính xác, lắp đặt phức tạp, tạo tiếng ồn khi vận hành, và đặt biệt hiệu suất thấp sản xuất tối đa được 600 sản phẩm/ 1 phút.
2.2. Giải pháp cho hệ thống:
– Với sự cạnh tranh ngày càng khốc liệt trên thị trường, việc tăng năng suất lao động máy là điều kện tiên quyết giúp doanh nghiệp nâng cao hiệu quả, phát triển kinh doanh.
– Để đáp ứng yêu cầu cao hơn nữa so với hệ thống hiện có, cần cải tạo đồng bộ hóa. Đáp ứng nhanh và liên tục của hệ thống. Sau đây chúng tôi xin giới thiệu với khách hàng hệ thống do chúng tôi phát triển:
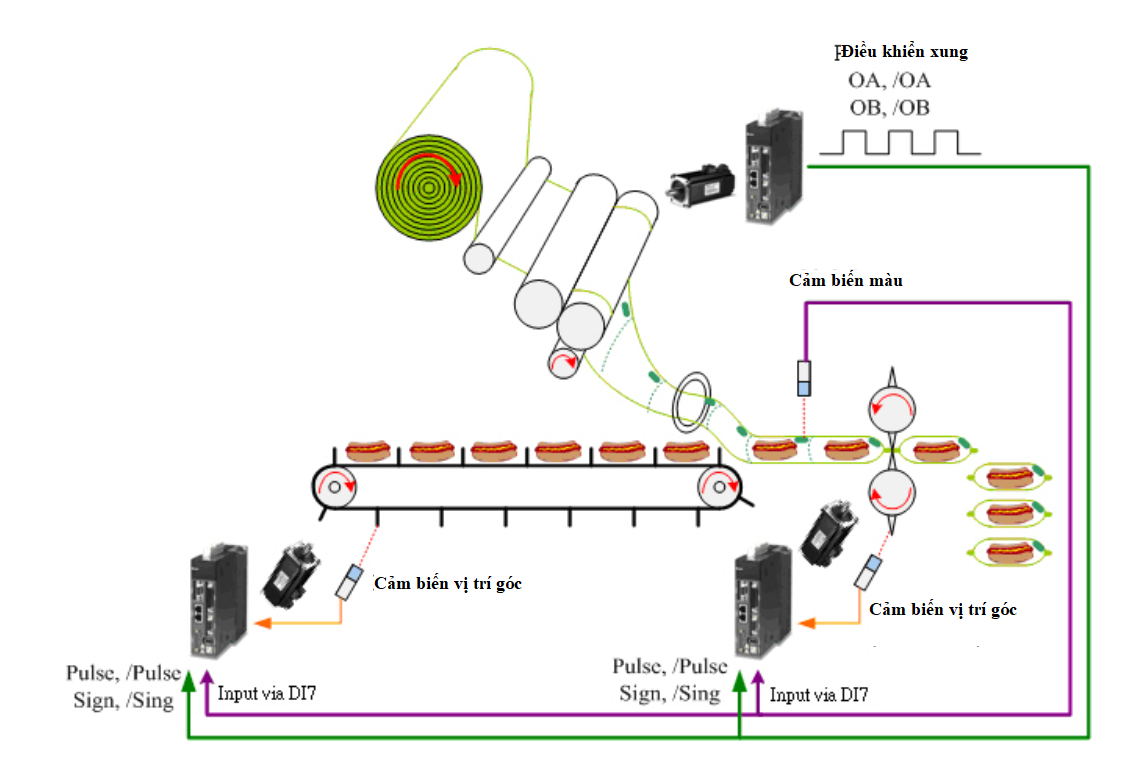
2.3. Nguyên lý chính hệ thống:
– Máy đóng gói bánh tự động vận hành dựa trên quá trình kết hợp chính xác giữa các thiết bị với nhau từ hệ thống cung cấp bao bì và bán thành phẩm để kết hợp với nhau chính xác. Một hệ thống cắt chính xác giúp bao cắt đúng vị trí để tao nên sản phẩm đạt yêu cầu.
– Trục nạp bao sử dụng làm trục chính, trục cắt và trục nạp nguyên liệu nhận tín hiệu từ trục chính và di chuyển theo trục chính. Các bộ phận thiết bị liên quan được đồng bộ hóa theo trục chính.
– Bộ servo cấp nguyên liệu sẽ nhận tín hiệu màu từ cảm biến màu đồng thời hiệu chỉnh cho điểm nạp vào bao chính xác
– Sau quá trình cắt bộ điều khiển nhiệt hàn bao sẽ hoạt động đồng thời.
– Khi bao được hàn niêm phong thì servo điều khiển dao cắt sẽ thực hiện cắt sản phẩm hoàn thành việc đóng gói tự động.
– Ngoài ra hệ thống còn được kết hợp với các dây chuyền điều khiển khác để hoàn thành việc đóng gói sản phẩm.
2.4. Kết quả đạt được của hệ thống:
- Tăng hiệu quả sản xuất của các dây chuyền lên rất nhiều lần, từ 50-70 % hiệu suất thiết bị trước đó.
- Độ chính xác cực kỳ cao có thể cắt trong khoản cắt là 0.5 mm
- Tiết kiệm được thời gian sửa chữa phán đoán lỗi.
- Kết nối đơn giản, thân thiện với người vận hành/.
3. Hướng dẫn cài đặt chương trình cho các servo:
– Điều khiển AC servo cho bao theo lực căng:
– Điều khiển AC servo cho hệ băng tải theo tốc độ:
– Điều khiển AC servo cho hệ dao cắt theo vị trí:
3.1. Điều khiển AC servo theo lực căng:
Cài đặt thông số lực căng
P1-01 = 3 (Torque Control Mode)
- P2-10 = 101 (Servo On)
- P2-11 = 102 (Reset)
- P2-12 = 116 (Torque Command Selection)
- P2-13 = 117 (Torque Command Selection)
Nguyên lý hoạt động
•Servo ASDA-A2 hỗ trợ 2 loại nguồn điều khiển torque:
+ Tín hiệu analog từ bên ngoài: -10V ~ +10V
+ Thông số cài đặt torque bên trong: P1-12 ~ P1-14
• Torque của motor servo được điều khiển bởi việc điều chỉnh tín hiệu analog từ bên ngoài hoặc thông qua các công tắc chuyển mạch TCM0 và TCM1 lựa chọn giá trị torque cài đặt sẵn trong nhóm thông số P1-12 ~ P1-14.

Thông số cài đặt liên quan

3.2. Điều khiển AC Servo Delta theo vị trí:
Nguyên lý hoạt động:
Tín hiệu điều khiển của chế độ P là tín hiệu xung ngoài được cấp từ bộ phát xung, PLC,… Tín hiệu xung kèm với hướng cho phép điều khiển góc quay của motor servo. Servo Delta ASDA-A2 hỗ trợ 3 kiểu xung ngõ vào: AB phase pulse, CW + CWW pulse, Pulse + Direction. Tần số xung ngõ vào tối đa là 500kpps (Line Driver), 200kpps (Open Collector).

Thông số cài đặt liên quan

3.3. Chế độ điều khiển tốc độ:
Sơ đồ điều khiển

Cài đặt thông số tốc độ
- P1-01 = 2 (Speed Control Mode)
- P2-10 = 101 (Servo On)
- P2-11 = 102 (Reset)
- P2-12 = 114 (Speed Command Selection)
- P2-13 = 115 (Speed Command Selection)
Nguyên lý hoạt động:
- Servo ASDA-A2 hỗ trợ 2 loại nguồn điều khiển tốc độ:
- Tốc độ motor servo được điều khiển bởi việc điều chỉnh tín hiệu analog từ bên ngoài hoặc thông qua các công tắc chuyển mạch SPD0 và SPD1 lựa chọn tốc độ cài đặt sẵn trong nhóm thông số P1-09 ~ P1-11.

Thông số cài đặt liên quan

Bài việt này hi vọng chúng tôi đã giúp khách hàng có được ý tưởng hỗ trợ khách hàng nâng cao năng suất lao động. Giúp nhà máy, doanh nghiệp ngày càng phát triển để có thể cạnh tranh và đứng vững trên thị trường. Khi quý khách cần hỗ trợ, hay liên hệ ngay với chúng tôi được tư vấn và hỗ trợ tốt nhất. Xin chân thành cảm ơn quý khách.